google-site-verification: google0228a1feb97d321e.html
google-site-verification: google0228a1feb97d321e.html
google-site-verification: google0228a1feb97d321e.html
google-site-verification: google0228a1feb97d321e.html
google-site-verification: google0228a1feb97d321e.html
google-site-verification: google0228a1feb97d321e.html
Ultrasonic metal welding machine is the application of tens of thousands of times per second of high-frequency vibration wave transmitted to two metal workpiece to be welded outside, and then impose a certain pressure, so that the metal outside friction between the body and the fusion between molecular layers, to reach the goal of welding.
Basic knowledge of
1, ultrasonic metal welding machine is the application of high frequency vibration wave transfer to the outside of two metals to be welded, in a pressurized environment, the two metal outside friction and structure between the molecular layer of the fusion, its advantages are fast, energy saving, high fusion strength,
Good conductivity, no spark, close to cold processing; The fault is that the welded metal parts can not be too thick (usually less than or that is 5mm) solder joint position can not be too large, necessary pressure.
2, welding strengths:
(1) The welding material is not molten, not weak metal characteristics.
(2) Good electrical conductivity after welding, very low or almost zero resistance coefficient.
(3) Low requirements for welding metal outside, oxidation or electroplating can be welded.
(4) Short welding time, do not need any flux, gas, solder.
(5) Welding without spark, environmental protection and safety.
3, ultrasonic metal welding practical products:
(1) Nickel metal hydride battery Nickel metal hydride battery nickel mesh and nickel sheet mutual melting and nickel sheet mutual melting.
(2) Lithium battery, polymer battery copper foil and nickel sheet mutual melting, aluminum foil and aluminum sheet mutual melting.
(3) wire mutual melting, partial form a and multiple mutual melting.
(4) Wire and famous electronic components, contacts, connectors mutual melting.
(5) large heat sink of famous household appliances and automobile supplies, heat exchange fin and honeycomb heart melting.
(6) Electromagnetic switches, fusion-free switches and other large current contacts, intermelting of dissimilar metal sheets.
(7) the sealing and blocking of the metal pipe can be water and air tight.
4. Amplitude parameters
The amplitude of the necessary welding material is a key parameter, equivalent to the temperature of ferrochrome, the temperature will not reach the fusion, the temperature is too high will make the raw material burnt or lead to layout damage and strength deterioration. Because every company chooses
Transducer differences, the amplitude of the transducer output are different, adapt to the difference of the variable amplitude rod and welding head, can perhaps modify the amplitude of the welding head to meet the request, usually the output amplitude of the transducer is 10-20 μm, and the amplitude of the thing is one
The sample is usually about 30μm, the variation ratio of the amplitude rod and the welding head with the shape of the amplitude rod and the welding head, the successively area ratio and other factors are related to the shape, such as exponential amplitude variation, functional amplitude variation, door type amplitude variation and so on, the influence of the variation ratio is great, the successively area ratio and
The total change ratio is proportional. Your company has chosen different brand of welding machine, the simplest way is to manufacture according to the proportion of the welding head, which can ensure the stability of the amplitude parameter.
5. Frequency parameters
Every Transducer of ultrasonic welding machine has a central frequency, such as 20KHz or 40KHz. The frequency of the welding machine is mainly determined by the mechanical resonance frequencies of the Booster and Horn.
The frequency of the generator is adjusted according to the mechanical resonance frequency to reach the same, so that the weld head things in the resonant condition, each part is planned as a one-half wavelength resonator. Both the generator and the mechanical resonant frequency have a resonant event range, set as usual
Is ±0.5 KHz, within which the welding machine can go wrong at all. When we manufacture each welding head, we will adjust the resonant frequency, and request that the deviation between the resonant frequency and the planned frequency is less than 0.1KHZ. For example, if the welding head is 20KHz, the frequency of our welding head will be
The control range was 19.90 -- 20.10 KHz, and the deviation was 5‰.
6, Node,
Both the welding head and the lube rod are planned to be half-wavelength resonators with a frequency of one event. In the event condition, the amplitude of the two end faces is the largest and the stress is the least, while the amplitude of the node equivalent to the central position is zero and the stress is the largest. Node status as usual plan
Is a sturdy bit, but the thickness of the usual sturdy bit is planned to be greater than 3mm, or the groove is strong, so the sturdy bit is not necessarily zero amplitude, so it will cause some cries and a department of energy loss, to deal with cries, rubber ring and other parts
Cut off, or adopt sound insulation material to stop the barrier, energy loss is taken into account when planning the amplitude parameters.
7, Net
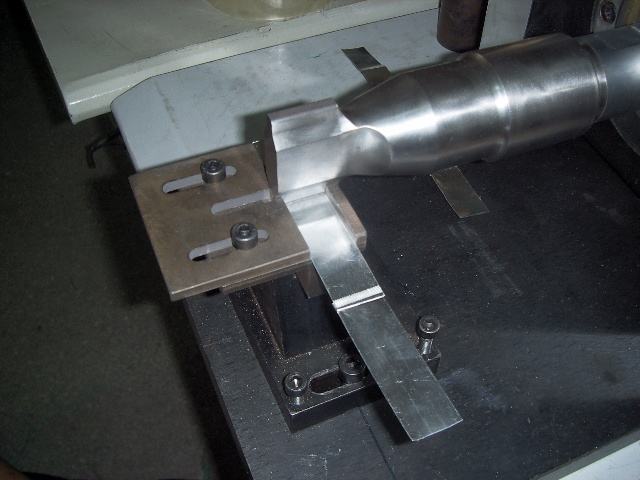
Ultrasonic metal welding usually outside the welding position, the base outside the mesh plan, the mesh plan is to prevent the sliding metal parts, as far as possible to transfer energy to the welding position. The mesh plan is usually square, diamond, strip mesh. gold
The metal clad welding head and base root can not be planned according to the request, the size and depth of the mesh will be determined according to the specific welding material request.
8. Machining accuracy
Ultrasonic welding head because of things in high frequency vibration environment, should be just adhere to a symmetric plan, in order to prevent acoustic transmission of the PI error said caused by uneven stress and transverse vibration (we used for welding welding head application is ultrasonic vibration longitudinal
To transfer, for all resonant systems), uneven vibration can lead to welding head overheating and fracture. Ultrasonic welding is applied to different industries on machining accuracy requirements are divergent, dealing with exceptionally thin workpiece such as lithium ion battery pole piece and pole ear welding, gold foil
And so on the coating of the processing accuracy of the request is unusually high, all of our processing equipment are adopted numerical control equipment (such as machining center, etc.), such as the ability to guarantee the accuracy of processing into the request.
9. Service life
The application life of a welding head is resolved in two aspects: one, material, two, process.
Material: ultrasonic welding request metal materials have good softness (sound wave transfer process mechanical consumption is small) good characteristics, is the most commonly used materials for aluminum alloy and titanium alloy, but ultrasonic metal welding request welding head wear resistance (request higher hardness),
The choice of materials becomes more difficult, because hardness and toughness seem to be confrontation, which requires us to choose unusually high request materials, we choose excellent steel materials can perhaps better handle this conflict, so that the useful life of the welding head is only
And then progress.
Technology: including processing technology and subsequent disposal technology, processing technology has been described in detail in the previous, subsequent disposal includes thermal disposal and parameter dressing, based on the material chosen by our company, we have the first thermal disposal technology to guarantee; Made at each weld head
After the completion of the production, the measurement and adjustment of the parameters should be stopped to guarantee the production.